



Các xí nghiệp chế tạo máy sử dụng rất nhiều máy móc sản xuất có công suất lớn. Vì thế hệ thống cung cấp điện của xí nghiệp công nghiệp đòi hỏi phải có khả năng chịu phụ tải lớn, cung cấp ổn định và liên tục để đảm bảo vận hành trơn tru và hiệu quả nhất. Vậy hệ thống điện tại các xí nghiệp này có đặc điểm như thế nào, chúng ta hãy cùng theo dõi qua bài viết sau đây.
1. Đặc điểm công nghệ của xí nghiệp công nghiệp chế tạo máy
Công nghiệp chế tạo máy là một trong những ngành có tiềm lực phát triển mạnh mẽ trong những năm gần đây.
Với bản chất của một ngành công nghiệp nặng, xí nghiệp chế tạo máy công nghiệp đòi hỏi một số lượng lớn máy móc và dây chuyền sản xuất hiện đại. Do đó hệ thống cung cấp điện của xí nghiệp công nghiệp cũng phải có hiệu suất mạnh mẽ, đảm bảo cung cấp đủ điện năng cho hoạt động sản xuất của doanh nghiệp.

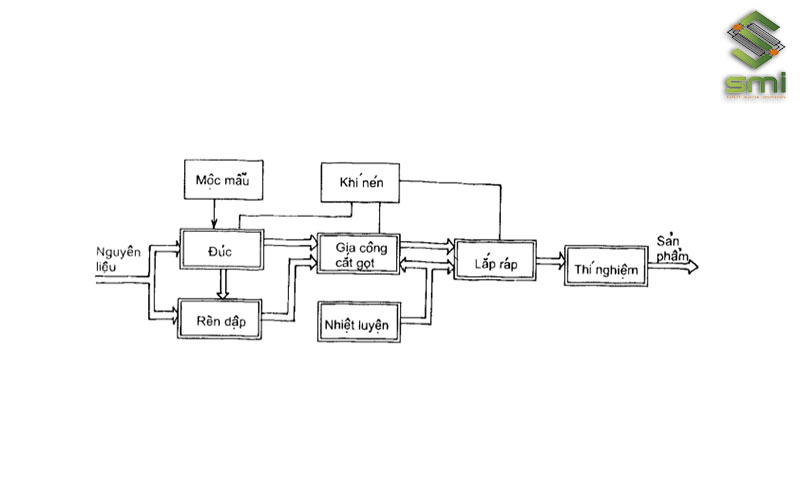
Dây chuyền công nghệ có đặc điểm như sau:
- Giai đoạn 1: Chế tạo phôi:
Các loại kim loại khác nhau như gang, thép, đồng, nhôm,…sẽ được lựa chọn theo tỷ lệ thích hợp và nấu để tạo thành phôi.
Phôi thường được nấu trong các lò nấu kim loại chuyên dụng trong sản xuất. Các doanh nghiệp thường tích hợp các hệ thống cần trục để rót kim loại nóng chảy vào khuôn đúc hoặc di chuyển phôi sau khi nấu.
- Giai đoạn 2: Rèn dập và tỉa phôi
Phôi sau khi nấu sẽ được chuyển sang các hệ thống máy nén thủy lực, máy rèn dập công suất lớn,…để tạo hình sơ bộ. Sau đó tiếp tục được làm sạch và tỉa gọn các phần thừa như đâu ngót, bavia,…Và cuối cùng sẽ được hàn cắt thành khối theo hình dạng và kích thước cho trước.
- Giai đoạn 3: Gia công chi tiết máy
Các phôi định hình được chuyển sang phân xưởng kế tiếp để gia công thành chi tiết máy. Quá trình này sử dụng rất nhiều loại máy móc và thiết bị khác nhau như máy tiện, bào, mài, khoan, phay, doa, vanh,….với nhiều kích thước và công suất khác nhau. Chúng có thể được tổ chức dưới dạng một dây chuyền tự động hoặc sử dụng riêng biệt tùy vào đặc điểm của từng nhà xưởng.
Đây là khâu quan trọng nhất cũng là khâu sử dụng nhiều máy móc và thiết bị nhất trong toàn bộ quy trình sản xuất của doanh nghiệp chế tạo máy.
- Giai đoạn 4: Nhiệt luyện
Các chi tiết máy hoạt động trong môi trường khắc nghiệt hoặc thường xuyên chịu ma sát như bánh răng, trục máy,…sẽ được nhiệt luyện để gia tăng bộ bền bỉ.
Tại đây doanh nghiệp thường sử dụng các lò ram, tôi, lò luyện cao tầng,…và các lò luyện chuyên dụng khác để gia công nhiệt cho các chi tiết máy.
- Giai đoạn 5: Gia công lần cuối
Các chi tiết máy sẽ tiếp tục được gia công lần cuối để đảm bảo phù hợp với các quy chuẩn sản xuất áp dụng trên chúng.
- Giai đoạn 6: Lắp ráp thành máy hoàn chỉnh
Các chi tiết máy sau khi đã đảm bảo đủ được các tiêu chuẩn cần thiết sẽ đưa vào dây chuyền lắp ráp tự động để tạo ra máy hoàn chỉnh.
Dây chuyền sản xuất này hoạt động một cách liên hoàn tự động. Bất kỳ sự cố nào trên hệ thống cũng gây nên sự đình trệ và không thể tiếp tạo ra sản phẩm. Do đó, nhu cầu về cung cấp nguồn điện ổn định và liên tục cũng cao hơn so với các hệ thống máy hoạt động riêng biệt khác.
Chế tạo máy là một trong những ngành tập trung khối lượng máy móc lớn và có nhiều khâu xử lý khác nhau. Do đó để hoạt động sản xuất diễn ra trơn tru và hiệu quả, doanh nghiệp cần một hệ thống điện hiệu quả, tính toán cẩn thận về tải điện, thiết bị, nguồn điện, đảm bảo cung cấp ổn định và liên tục nguồn điện năng cần thiết.
2. Phụ tải điện cho xí nghiệp công nghiệp chế tạo máy
Phụ tải điện là đại lượng đo bằng tổng công suất tiêu thụ của toàn bộ hệ thống thiết bị sử dụng điện tại một thời điểm. Đây là một trong những yếu tố quan trọng cần xác định khi thiết kế và vận hành hệ thống điện công nghiệp.
Một hệ thống điện hiệu quả là khi mang đến sự cân bằng giữa phụ tải điện ước tính và tổng phụ tải tiêu thụ thực tế. Nếu điều này không được đảm bảo, 02 vấn đề sẽ xảy ra:
- Phụ tải điện ước tính nhỏ hơn thực tế: Máy móc, thiết bị không được cung cấp đủ nguồn điện sẽ không hoạt động đúng công suất, dẫn đến kém hiệu quả trong sản xuất. Ngoài ra, vận hành dưới nguồn điện yếu kém còn có thể gây hư hỏng, làm giảm tuổi thọ của hệ thống máy móc.
- Phụ tải điện ước tính lớn hơn thực tế: Phụ tải điện lớn hơn nhiều so với phụ tải thực tế sẽ gây lãng phí do hệ thống sử dụng điện không thể tiêu thụ hết nguồn năng lượng vốn có.
Các doanh nghiệp hiện nay thường phân loại phụ tải điện thành 03 dạng:
- Các thiết bị, máy móc làm việc theo dây chuyền tự động
Các hệ thống dây chuyền sản xuất tự động tạo ra sự vận hành liên tục và đồng bộ trong quá trình sản xuất. Nguồn điện cung cấp cho hệ thống dây chuyền tự động phải đảm bảo đủ mạnh mẽ và ổn định. Bất kỳ sự cố nào xảy ra trên một thiết bị cũng gây ảnh hưởng đến sự vận hành của toàn bộ dây chuyền.
- Các thiết bị, máy móc làm việc theo dây chuyền không tự động
Hệ thống sản xuất theo dây chuyền không tự động sản xuất sản phẩm qua nhiều công đoạn khác nhau, tuần tự nhưng không liên động. Điều này có thể được hiểu rằng: Một ống thép công nghiệp phải được sản xuất qua nhiều khâu như nấu phôi, đổ khuôn định hình, rèn, tôi, phũ mạ,…Tất cả các khâu đều cần được thực hiện trên nhiều máy, thực hiện tuần tự theo thứ tự trong quy trình.
Các sự cố xảy ra trên một máy chỉ ảnh hưởng đến máy đó, không ảnh hưởng đến toàn bộ dây chuyền. Các công việc khác hoàn toàn có thể tiếp tục được thực hiện. Máy bị sự cố có thể tái tham gia vào sản xuất sau khi được sửa chữa hoặc thay thế.
- Các thiết bị máy móc làm việc riêng lẻ
Các máy móc được sử dụng cho các công việc không liên quan nhau. Sự cố xảy ra trên một máy chỉ có ảnh hưởng đến chính máy đó.
Phụ tải điện tại nhà xưởng cần được cân bằng khi vận hành sản xuất. Doanh nghiệp nên tránh khởi động các loại máy móc, thiết bị sản xuất có công suất lớn tại cùng một thời điểm để giảm áp lực lên hệ thống điện, giảm thiểu nguy cơ quá tải, cháy nổ hay chập mạch,…
3. Hệ thống cung cấp điện tại xí nghiệp công nghiệp chế tạo máy
3.1. Dòng điện và điện áp
Điện dùng trong sản xuất công nghiệp có điện áp cao hơn rất nhiều so với nguồn điện phục vụ cho nhu cầu dân dụng.
Điện áp cung cấp cho các nhà máy, xưởng sản xuất là mạng điện trung và cao thế có
U = 10 – 22kV, lên đến 35 – 110kV nếu “dẫn sâu” mạng điện. Các doanh nghiệp sẽ phải hạ thế nguồn điện xuống còn 380/220 V trước khi đưa vào sử dụng. Một số trường hợp đặc biệt, nguồn điện được sử dụng có thể ở mức thấp dưới 36V.
Các nhà máy, xưởng sản xuất công nghiệp thường sử dụng nguồn điện xoay chiều có tần số 50Hz. Một số doanh nghiệp sử dụng phương pháp biến tần để điều chỉnh tốc độ cho các hệ thống máy dùng truyền động xoay chiều. Mức tần số biến đổi phổ biến thường nằm trong phạm vi f = 10 – 50Hz, hoặc f = 50 – 300 Hz. Đối với các máy gia nhiệt cao tần, người ta thường dùng các máy biến tần có giá trị f = 10000 Hz.
3.2. Mạng lưới phân phối điện của xí nghiệp
Mạng điện sử dụng tại doanh nghiệp được sản xuất và phân phối bởi EVN. Các xí nghiệp có quy mô lớn thường sử dụng điện từ các nguồn cung cấp khu vực (35 – 110 kV). Trong khi đó, các xí nghiệp có quy mô nhỏ thường chọn sử dụng điện được cung cấp từ các trạm phân phối trong thành phố (10 – 22 kV).
Trạm cung cấp điện sẽ tiến hành chia luồng và dẫn điện đến các trạm biến áp của nhà xưởng, xí nghiệp thông qua đường dây tải.
Trạm phân phối điện có thể cung cấp đồng thời hai đường dây tải điện đến xí nghiệp. Doanh nghiệp thường chỉ sử dụng một dây, dây còn lại dùng để dự phòng cho trường hợp dây chính xảy ra sự cố.
Mạng điện phân phối của nhà xưởng, xí nghiệp nên sử dụng cáp, vừa đảm bảo an toàn chắc chắn, vừa tạo ra sự mỹ quan cho doanh nghiệp. Đối với các xí nghiệp nhỏ hoặc bộ phận xây dựng tạm thời có thể đi điện bằng đường dây trên không để tối ưu nguồn chi phí.
Thông thường các xí nghiệp đều phải xây dựng trạm biến áp trung gian để chuyển đổi nguồn điện từ 22 – 110kV về mức điện áp phù hợp.
Để sơ đồ hệ thống cung cấp điện của xí nghiệp công nghiệp trở nên đơn giản và linh hoạt hơn, doanh nghiệp nên bố trí thêm các trạm phân phối để đảm bảo nguồn điện ổn định cho hoạt động vận hành của các thiết bị điện. Theo kinh nghiệm của nhiều người, lắp đặt 1 trạm phân phối cho 3000 – 5000 kVA phụ tải điện là thích hợp.
3.3. Mạng lưới điện phân xưởng
Các nhà xưởng, xí nghiệp trên nhiều lĩnh vực khác nhau có môi trường làm việc và đặc điểm phụ tải điện không giống nhau. Vì thế, kết cấu và cách thức phân phổ lắp đặt mạng điện phân phối tại mỗi xí nghiệp cũng rất khác biệt.
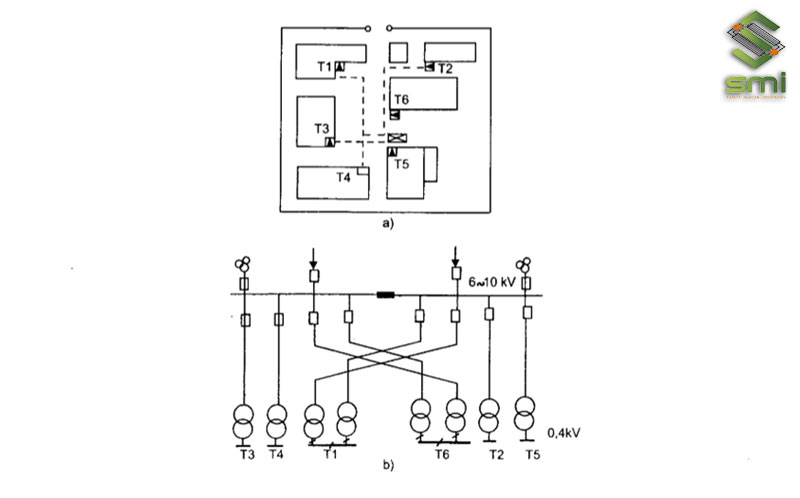
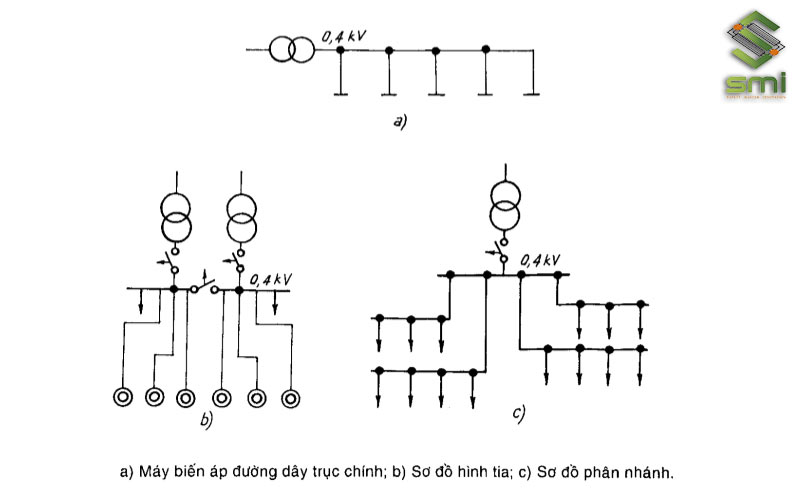
Các phân xưởng có phụ tải điện lớn và mật độ phân bố thiết bị, máy móc tương đối đều như phân xưởng gia công, hàn, rèn, dập, lắp ráp,….thường phân phối mạng điện theo sơ đồ máy biến áp – dây trục chính (hình a).
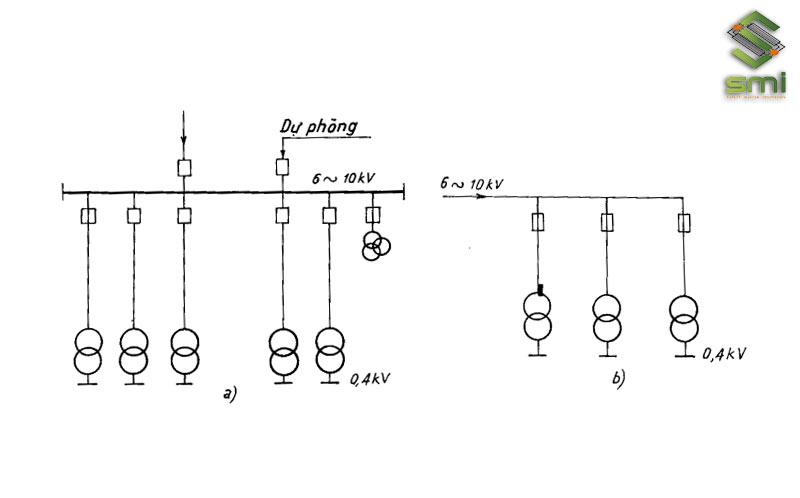
Những phân xưởng không có nhiều thiết bị nhưng mỗi máy móc lại có công suất vận hành rất lớn như lò nấu kim loại, lò luyện, rèn, tôi thép, lò luyện hồ quang,….doanh nghiệp thường sử dụng mạng phân phối hình tia để cung cấp điện (hình b).
Các phân xưởng đóng vai trò phụ trợ khác của nhà xưởng, xí nghiệp như khu chiếu sáng, xưởng mộc, kho,…chỉ cần bố trí mạng điện phân nhánh (hình c).
Để đảm bảo mạng điện nhà xưởng có thể vận hành trơn tru, các doanh nghiệp còn bố trí lắp đặt thêm các trạm biến áp phụ trợ và áp dụng các phương pháp đóng dự trữ tự động.
Ngoài ra các vấn đề phòng chống cháy nổ, thông gió,…đều cần được đảm bảo quan tâm thực hiện theo đúng quy định của nhà nước về an toàn điện trong sản xuất công nghiệp.
3.4. Chiếu sáng trong xí nghiệp công nghiệp chế tạo máy
Chiếu sáng có tác động trực tiếp đến hiệu quả sản xuất, sức khỏe công nhân và an toàn lao động. Vì thế khi bố trí chiếu sáng tại xí nghiệp chế tạo máy, người thi công cần nghiên cứu một cách kỹ lưỡng đặc điểm cụ thể tại nhà xưởng để tiến hành lắp đặt thích hợp.

Một số lưu ý khi lắp đặt chiếu sáng tại các phân xưởng của xí nghiệp chế tạo máy như sau:
- Phân xưởng gia công cắt, gọt có đặc điểm phân bố khá đồng đều thiết bị, máy móc trên mặt bằng. Vì thế hệ thống chiếu sáng thường được bố trí đều với độ rọi cần thiết từ 30 – 50 lx;
- Phân xưởng có các máy công suất cao, kích thước to lớn gây ra nhiều mảng tối sẽ làm không gian xưởng trở nên tối đi. Lúc này, hệ thống chiếu sáng sẽ được bố trí theo cách phân bổ đều có chọn lọc để đảm bảo độ sáng tại những nơi cần thiết. Ngoài ra tại các bộ phận gia công còn cần trang bị thêm hệ thống đèn chiếu sáng cục bộ sử dụng nguồn 36 V, độ rọi 150 – 1000 lx để phục vụ nhu cầu ánh sáng khi làm việc.
- Phân xưởng lắp ráp có thể tiến hành công việc trên khắp mặt bằng sản xuất. Bộ phận chiếu sáng chung được phân bổ đều với độ rọi đảm bảo 50 – 75 lx. Ngoài ra, công nhân lắp ráp còn cần được cung cấp thêm các loại đèn chiếu sáng phụ trợ để gia tăng ánh sáng tại nơi làm việc. Các loại đèn này thường là đèn cầm tay di động sử dụng nguồn 24 hoặc 36 V;
- Phân xưởng nguội cần lắp đặt đồng thời hệ thống chiếu sáng chung và chiếu sáng cục bộ tại các bàn nguội;
- Phân xưởng mộc nên dùng đèn chiếu sáng loại có chao kín bảo vệ để hạn chế bụi và nguy cơ cháy nổ;
- Phân xưởng đúc nên dùng đèn chiếu sáng có khả năng chống bụi. Ngoài ra đối với bộ phận làm khuôn đúc, công nhân cần được trang bị thêm các loại đèn di động để tiện hơn trong việc kiểm tra chất lượng khuôn;
- Phân xưởng gia công nóng và các phân xưởng có độ nguy hiểm cao cần được trang bị thêm hệ thống chiếu sáng sự cố để giúp nhân viên sơ tán dễ dàng khi xảy ra các trường hợp mất điện hoặc sự cố sản xuất;
- Các phân xưởng khác như trạm khí nén, trạm bơm, chiếu sáng ngoài trời,….được lắp đặt chiếu sáng theo cơ bản do không có gì đặc biệt.
4. Một số giải pháp tiết kiệm điện cho hệ thống điện xí nghiệp công nghiệp chế tạo máy
Có rất nhiều giải pháp giúp tiết kiệm điện cho hệ thống cung cấp điện của xí nghiệp công nghiệp chế tạo máy. Chúng được thực hiện đồng thời ngay cả trong giai đoạn thiết kế và vận hành hệ thống điện.
4.1 Giai đoạn thiết kế
Giai đoạn này bao gồm 4 công đoạn như sau:
- Bước 1: Chọn sơ đồ cung cấp điện
Bố trí mạng điện theo sơ đồ phân phối thích hợp sẽ giúp cung cấp đủ nguồn điện cho toàn bộ hệ thống thiết bị máy móc sản xuất, đồng thời đảm bảo an toàn hệ thống điện, hạn chế tối đa các sự cố xảy ra trong quá trình tải và sử dụng điện khi sản xuất.
Các vấn đề lưu ý bao gồm: chọn cấp điện áp, chọn điện dung máy biến áp phù hợp với phụ tải thực tế, tiết diện dây dẫn, phân bố trạm phân phối, phụ tải và đi đường dây hợp lý,…
- Bước 2: Chọn quy trình công nghệ
Các xí nghiệp, nhà xưởng nên ưu tiên lựa chọn các công nghệ tiên tiến đưa vào sản xuất. Điểm lợi của điều này chính là gia tăng năng suất, vận hành dễ dàng, gia công chính xác và đặc biệt là tiết kiệm nhiều chi phí khi sản xuất.
- Bước 3: Các biện pháp đảm bảo an toàn
Doanh nghiệp có thể cân nhắc lắp đặt thêm các nguồn dự phòng, các biện pháp an toàn lao động, các biện pháp phòng chống cháy nổ, cột chống sét, thông gió,…để đảm bảo an toàn cho hệ thống máy móc thiết bị và người lao động.
- Bước 4: Biện pháp nâng cao hiệu quả hoạt động của hệ thống cung cấp điện
Áp dụng các phương pháp giúp nâng cao hệ số công suất, bù công suất phản kháng, bố trí hợp lý các tụ điện,…nhằm gia tăng hiệu quả hoạt động cho hệ thống cung cấp điện của xí nghiệp công nghiệp.
4.2 Giai đoạn vận hành
Vận hành tốt hệ thống điện công nghiệp tại xí nghiệp chế tạo máy có thể khai thác hiệu quả các ưu điểm trên mạng điện. Một số biện pháp có thể áp dụng trong giai đoạn này như sau:
- Bước 1: Tính toán và điều chỉnh cân bằng chế độ phụ tải tại nhà xưởng, xí nghiệp để đồ thị phụ tải tương đối bằng phẳng;
- Bước 2: Xác định và đặt vận hành máy biến áp tại xí nghiệp một cách tối ưu hơn, hạn chế mức thấp nhất tình trạng non tải trên máy biến áp trong thời gian phụ tải tại các xí nghiệp nhỏ;
- Bước 3: Xác định và đặt chế độ vận hành thích hợp trên các máy có công suất lớn như: máy nén khí, lò luyện, lò điện, các máy công cụ cỡ lớn,….;
- Áp dụng các biện pháp sản xuất thích hợp để hạn chế tình trạng các máy móc phải chạy không tải khi sản xuất.
Thiết kế và vận hành hiệu quả hệ thống cung cấp điện của xí nghiệp công nghiệp sẽ giúp nâng cao năng lực sản xuất, cũng như hạn chế tối đa các chi phí phát sinh không cần thiết. Có thể nói, hệ thống điện chính là chìa khóa đầu tiên mang đến sự vận hành hiệu quả của doanh nghiệp chế tạo máy.

Tuy nhiên quản lý hiệu quả mạng điện công nghiệp không phải là một vấn đề dễ dàng. Các doanh nghiệp lớn hiện nay hầu hết đều lựa chọn dịch vụ thiết kế và thi công hệ thống điện chuyên nghiệp, để tiết kiệm thời gian và đảm bảo đúng các tiêu chuẩn trên.
SUMITECH với hơn 10 năm kinh nghiệm hoạt động trên lĩnh vực thiết kế và lắp đặt hệ thống điện công nghiệp đã và đang là bạn đồng hành của nhiều doanh nghiệp. Như ABB, Honda Việt Nam, Goshi, Toto…
Đến với dịch vụ của SUMITECH, khách hàng sẽ được trải nghiệm:
- Quy trình làm việc nhanh chóng và chuyên nghiệp;
- Tư vấn, thiết kế hệ thống điện công nghiệp một cách tối ưu nhất;
- Thể hiện mạng điện công nghiệp một cách chi tiết và trực quan với bản vẽ 3D chuyên nghiệp;
- Đội ngũ nhân viên kỹ thuật chuyên môn cao, giàu kinh nghiệm mang đến chất lượng vượt trội cho công trình.
Liên hệ ngay với chúng tôi để được kỹ sư tư vấn và báo giá chi tiết hệ thống cung cấp điện của xí nghiệp công nghiệp. Hotline:099.33.66.686


