Hòa nhịp cùng sự phát triển của công nghệ, gia công cơ khí điện đang ngày càng được nhiều khách hàng lựa chọn để tạo ra các sản phẩm cơ khí chính xác, thẩm mỹ cao. Hãy cùng kỹ sư SUMITECH tìm hiểu 2 phương pháp này để có lựa chọn tốt nhất nhất cho sản phẩm gia công của mình.
1. 2 phương pháp gia công cơ khí điện hiện nay
Gia công cơ khí điện là hình thức gia công cơ khí tiên tiến, hiện đại. Phương pháp này rất hiệu quả với những chất liệu gia công rắn chắc, gia công với số lượng lớn, tạo nên sản phẩm có độ chính xác cao. Hiện nay, có 2 phương án gia công cơ khí điện. Cụ thể:
1.1. Gia công cơ khí điện hóa (ECM)
Đây là phương pháp gia công dựa trên cơ sở định luật điện phân của Faraday, tạo nên những bề mặt có hình dáng nhất định bằng sự ăn mòn điện hóa. Thành phẩm sẽ không chịu sự tác động cơ khí của các dụng cụ tới bề mặt gia công.
Trong quá trình gia công, cực dương của dòng điện nối với chi tiết cần gia công còn cực âm thì nối với dụng cụ. Hai điện cực được đặt vào bể đựng dung dịch điện phân. Tùy vào mục đích gia công mà có những quá trình ăn mòn khác nhau để tạo ra sản phẩm theo yêu cầu.
1.2. Gia công cơ khí điện cực (EDM)
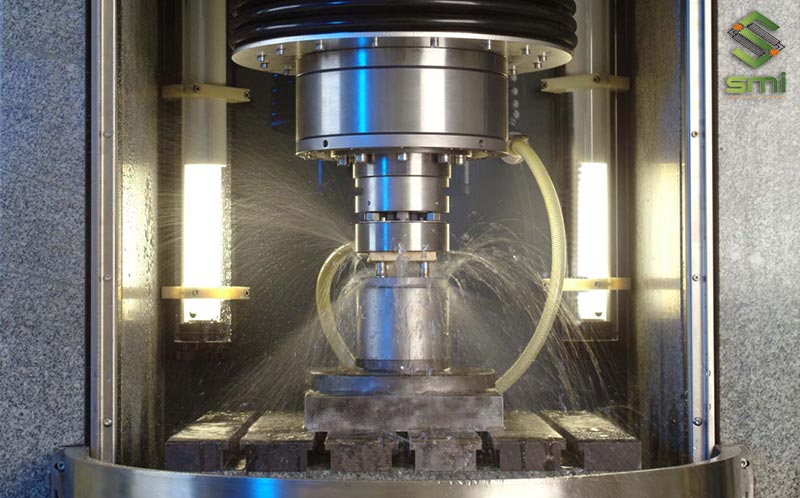
Đây là phương pháp sử dụng 2 bộ phận chủ yếu: máy công cụ và nguồn cung cấp điện. Máy công cụ gần điện cực định hình (đóng vai trò là dao) và điện cực di chuyển tới bề mặt chi tiết gia công tạo ra chi tiết theo hình dạng của dụng cụ. Còn nguồn năng lượng điện cung cấp một tần số cao, tạo ra các tia lửa điện giữa điện cực và bề mặt chi tiết, bóc đi một lớp kim loại nhờ vào sự hóa hơi và ăn mòn của nhiệt độ.

Độ chính xác của sản phẩm gia công sẽ phụ thuộc vào tính chính xác và tần số của điện cực. Do đó, trong quá trình gia công nếu điện cực bị hư hỏng phải điều chỉnh lại cho phù hợp để quả trình gia công đạt hiệu quả cao.
Mỗi phương pháp gia công sẽ có những nguyên lý hoạt động riêng và ưu nhược điểm khác nhau. Chúng ta cùng tìm hiểu cụ thể ưu, nhược điểm của mỗi phương án với phần tiếp theo sau đây.
2. Những ưu, nhược điểm của từng loại gia công cơ khí điện
Nắm rõ ưu, nhược điểm của từng loại gia công cơ khí điện, doanh nghiệp sẽ nhanh chóng chọn được phương án tối ưu cho từng sản phẩm.
2.1. Ưu nhược điểm của gia công cơ khí điện hóa
Do không dùng công cụ tác động lên bề mặt nên phương pháp này rất được ưa chuộng. Bên cạnh đó là vô vàn ưu điểm vượt trội:
- Có thể đánh bóng bề mặt trong, ngoài với mọi hình dạng khác nhau
- Năng suất gia công cao và hạn chế được nhiều lao động chân tay
- Thiết bị gia công rẻ và đơn giản nên giá thành gia công thấp
- Chất lượng bề mặt được cải thiện hơn
- Đánh bóng được những vật liệu gia công có bề mặt cứng
- Không làm thay đổi và biến dạng cấu trúc lớp bề mặt
- Có khả năng tự động hóa trong quá trình gia công
- Môi trường và điều kiện lao động của công nhân được cải thiện
Tuy nhiên, dùng phương pháp này cũng cần lưu ý khuyết điểm:
- Tuổi thọ của dung dịch điện phân có hạn
- Việc giữ đúng kích thước và hình dạng cũ bị hạn chế
- Chỉ ứng dụng với những bề mặt gia công không quá gồ ghề.
2.2. Ưu nhược điểm của gia công cơ khí điện cực

Khác với phương pháp trên, gia công cơ khí điện cực có những ưu điểm nổi bật như sau:
- Gia công được các vật liệu với độ cứng đa dạng. Kể cả với những vật liệu mềm, dễ vỡ mà không sợ biến dạng.
- Điện cực có thể sao chép được mọi hình dạng, chế tạo và phục hồi với những khuôn dập bằng thép đã tôi.
- Ứng dụng để chế tạo lưới sàng, rây, bằng những điện cực rất mảnh
- Gia công để tạo ra các sản phẩm với những lỗ có đường kính rất nhỏ, lỗ sâu với tỉ số chiều dài trên đường kính lớn.
- Do sử dụng dầu khi gia công nên bề mặt gia công được tôi trong dầu tạo sự sáng bóng cho sản phẩm.
Doanh nghiệp cũng cần lưu ý một số nhược điểm:
- Yêu cầu với phôi gia công và dụng cụ (điện cực) đều phải là vật liệu dẫn điện
- Phôi trước khi gia công cơ khi điện cực phải tạo thô trước bởi tốc độ cắt gọt thấp
- Gây biến dạng nhiệt bởi vùng làm việc có nhiệt độ cao.
3. Tính ứng dụng của gia công cơ khí điện hóa và gia công cơ khí điện cực
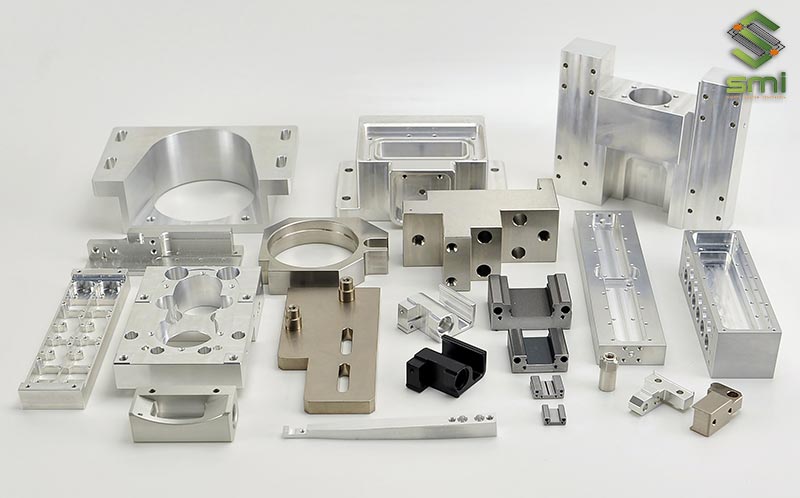
Với những ưu điểm trên, hai phương pháp gia công này được ứng dụng đa dạng trong nhiều ngành nghề sản xuất.

Ứng dụng của gia công cơ khí điện hóa:
- Gia công tạo hình những sản phẩm có cấu tạo không gian phức tạp với vật liệu là thép chịu nhiệt, chịu mài mòn và thép không gỉ. Đặc trưng nhất là cánh tuabin.
- Gia công những chi tiết có lỗ nhỏ (từ 0,3mm) bởi độ chính xác của gia công cơ khí điện hóa lỗ rỗng là 0,02-0,03mm.
- Gia công nhiều sản phẩm với năng suất cao. Bởi hai điện cực gia công có tốc độ là e = 1,18mm/ phút nên quá trình gia công chỉ mất từ 5-10 phút. Còn nếu việc này được thực hiện trên máy mài thủ công thì thời gian hoàn thiện có thể kéo dài một giờ.
- Chế tác các chi tiết có lỗ sâu, kích thước nhỏ. Và sẽ đạt hiệu quả kinh tế tối ưu nếu gia công đồng loạt, số lượng lớn.
Ứng dụng của gia công cơ khí điện cực
- Làm tăng khả năng mài mòn của các sản phẩm bằng cách tăng độ cứng bề mặt chi tiết.
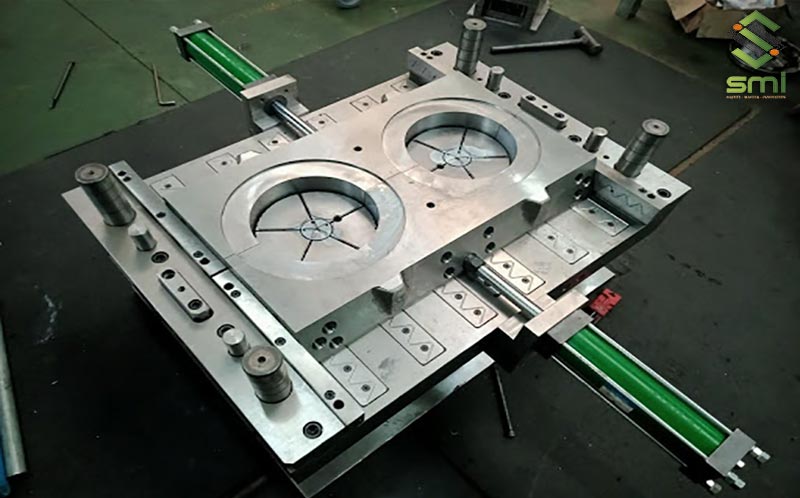
- Chế tạo và phục hồi những khuôn bằng hợp kim cứng, khuôn dập đã tôi
- Gia công để tạo ra các lỗ lưới sàng, rây bằng điện cực mảnh
- Thực hiện mài phẳng, mài tròn, mài sắc hoặc làm rộng lỗ
- Gia công lỗ có đường kính nhỏ 0,15mm của các vòi phun cao áp với năng suất cao (khoảng từ 15-30s/ chiếc). Hay gia công lỗ sâu từ 60mm (với dung sai thấp), đường kính nhỏ chỉ từ 0,05-1mm như các lỗ làm mát trong cánh tuabin.
- Ứng dụng để lấy các dụng cụ bị gãy, kẹp trong bu lông, taro,…
- Gia công khuôn mẫu với vật liệu hợp kim cứng, độ chính xác cao.
4. Nên lựa chọn gia công cơ khí điện hóa hay gia công cơ khí điện cực?
Mỗi phương pháp gia công mang lại hiệu quả khác nhau. Do vậy tùy vào thành phẩm gia công mong muốn, doanh nghiệp hãy cân nhắc kỹ để chọn phương pháp phù hợp. Nếu còn băn khoăn, doanh nghiệp hãy liên hệ với các đơn vị uy tín trong lĩnh vực này để được tư vấn.
Một trong những đơn vị gia công chuyên nghiệp, nhận được nhiều sự quan tâm của khách hàng hiện nay là Công ty Cổ phần công nghiệp SUMITECH. SUMITECH đã có hơn 10 năm kinh nghiệm trong lĩnh vực gia công cơ khí. Bằng kiến thức thực tế khi tham gia nhiều dự án khác nhau, SUMITECH sẽ tư vấn phương pháp tốt nhất và tiết kiệm nhất cho khách hàng.

Các khách hàng đã từng hợp tác với SUMITECH:
- Nhà máy tại KCN Bắc Thăng Long
- Nhà xưởng tại KCN Đồng Văn
- Nhà xưởng tại KCN Đại Đồng, Tiên Sơn, Quế Võ
- …
Để biết thêm thông tin và tư vấn cụ thể về dịch vụ gia công cơ khí điện, khách hàng vui lòng liên hệ với SUMITECH để được tư vấn tận tình, chu đáo.
- Hotline: 0989.060.987 – 0986.656.152
- Email: info.sumitechvn@gmail.com
- Fanpage: https://www.facebook.com/sumitech.industrial.jsc